La norma UNI EN ISO 14732 ha la scopo di definire regole tecniche per la qualificazione degli OPERATORI DI SALDATURA E PREPARATORi dei procedimenti di saldatura completamente meccanizzati ed automatici dei materiali metallici.
Termini e definizioni
|
Welding Operator |
Operatore di saldatura |
Colui che controlla e/o regola ogni parametro per una saldatura meccanizzata o saldatura automatica |
|
Weld Setter |
Preparatore di saldatura |
Colui che imposta l’attrezzatura per una saldatura meccanizzata o saldatura automatica |
|
Automatic Welding |
Saldatura Automatica |
Saldatura dove tutte le operazioni sono eseguite senza l’intervento di un operatore durante il processo |
|
Mechanized welding |
Saldatura Meccanizzata |
Saldatura dove le impostazioni manuali dell’operatore intervengo durante il processo . |
Metodo di Qualificazione
La qualificazione degli OPERATORI DI SALDATURA e PREPARATORI dei procedimenti di saldatura completamente meccanizzati ed automatici dei materiali metallici deve avvenire seguendo uno di questi metodo ed in accordo con un pWPS o un WPS preparata in accordo alla norma ISO 15609 .
- Test in accordo con la ISO 15614
- Test in accordo con la ISO 15613
- Test in accordo con la ISO 9606
- Qualificazione basata su un campione di produzione
Ogni metodo di qualificazione , dovrebbe essere integrato attraverso un test raccomandato ma non obbligatorio riguardante le conoscenze relative
in particolare :
- Alla tecnologia adottata ( ANNESSO B)
- Conoscenze necessarie e funzionali riguardante l’attività di saldatura (ANNESSO A)
UNI EN ISO 14732
Procedimento di saldatura
Di seguito riportiamo uno schema della Codifica dei procedimenti di saldatura definiti dalla normativa ISO 4063
|
CODICE ISO 4063
|
TIPOLOGIA DI SALDATURA
|
|
|
114 |
SELF-SHIELDED TUBULAR-CORED ARC
WELDING |
SALDATURA AD ARCO CON FILO ELETTRODO ANIMATO AUTOPROTETTO |
|
12 |
SUBMERGED ARC WELDING |
ARCO SOMMERSO |
|
13 |
GAS-SHIELDED METAL ARC WELDING;
GAS METAL ARC WELDING |
SALDATURA AD ARCO CON PROTEZIONE GASSOSA CON ELETTRODO FUSIBILE |
|
14 |
GAS-SHIELDED WELDING WITH NONCONSUMABLE
ELECTRODE |
SALDATURA AD ARCO CON PROTEZIONE GASSOSA CON ELETTRODO INFUSIBILE |
|
15 |
PLASMA ARC WELDING |
SALDATURA AL PLASMA |
|
2 |
RESISTANCE WELDING |
SALDATURA A RESISTENZA |
|
4 |
WELDING WITH PRESSURE |
SALDATURA A PRESSIONE |
|
51 |
ELECTRON BEAM WELDING |
SALDATURA A FASCIO ELETTRONICO |
|
52 |
LASER WELDING
|
|
| 72 | ELECTROSLAG WELDING |
SALDATURA AD ELETTROSCORIA |
Tipo di prodotto (lamiera e tubo)
Fare riferimento al metodo di qualificazione scelto a) b) c) d)
Tipo di giunto
Fare riferimento al metodo di qualificazione scelto a) b) c) d)
Gruppo Materiale base
Fare riferimento al metodo di qualificazione scelto a) b) c) d)
Consumabili
Fare riferimento al metodo di qualificazione scelto a) b) c) d)
Dimensioni
Fare riferimento al metodo di qualificazione scelto a) b) c) d)
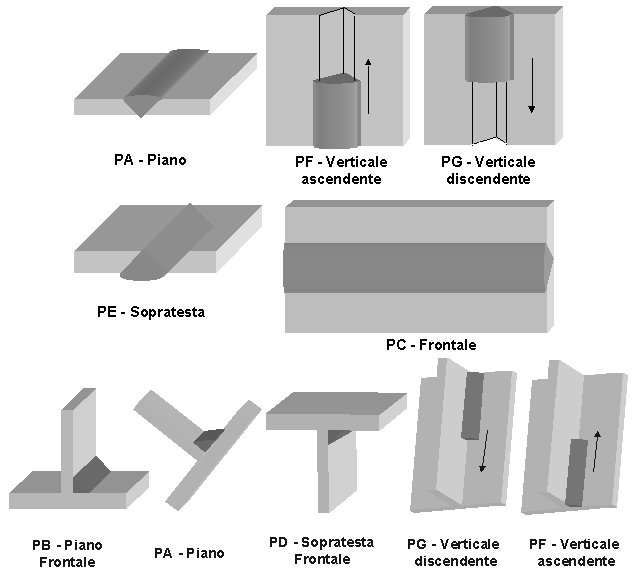
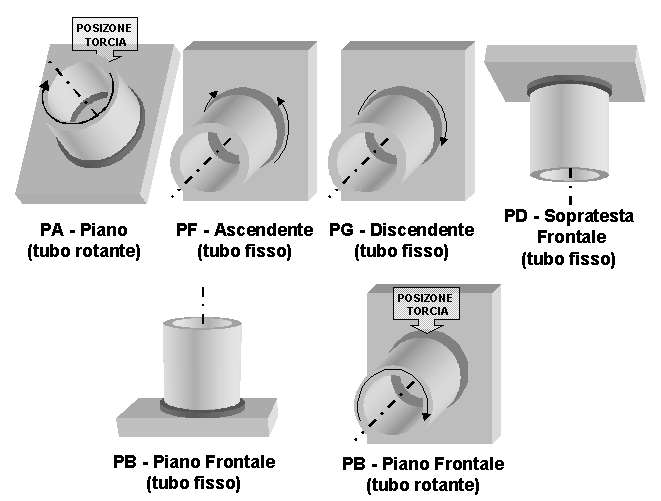
Posizione di saldatura
Le posizioni di saldatura ed i simboli si riferiscono alla ISO 6947
Particolari di saldatura
Si riporta un elenco delle abbreviazioni utilizzate in questa norma
| Abbreviazione | Descrizione |
| bs | Saldatura su entrambi i lati |
| lw | Saldatura a sinistra |
| mb | Materiale di sostegno |
| nb | Saldatura senza materiale di sostegno |
| rw | Saldatura a destra |
| ss | Saldatura da un solo lato |
| nm | Senza metallo d’apporto |
| wm | Con metallo d’apporto |
| gg | Molatura o fresatura al rovescio della saldatura |
| ng | Senza Molatura o fresatura al rovescio della saldatura |
Necessita di Riqualificazione Saldatura Automatizzata
Risulta necessario una riqualificazione dell’ OPERATORE DI SALDATURA e PREPARATORE quando si verifica una delle seguenti motivazioni :
- Cambio Processo
- Saldatura con o senza sensore ( Saldatura senza sensore abilita la saldatura con sensore )
- Passaggio da una tecnica a singola passata SL per lato ad una multi passata ML per lato ( ML QUALIFICA SL )
- Cambio della macchina /robot
Necessita di Riqualificazione Saldatura Meccanizzata
- Cambio Processo
- Passaggio da un controllo visivo diretto al controllo visivo remoto e viceversa
- Rimozione del controllo automatico della lunghezza dell’arco
- Rimozione del sistema di puntamento automatico
- Passaggio da una tecnica a singola passata SL per lato ad una multi passata ML per lato ( ML QUALIFICA SL )
- Qualifica della posizione di saldatura in accordo alla 9606
- Eliminazione del sostegno
- Eliminazione degli inserti consumabili





2 Commenti. Nuovo commento
Buongiono, questa norma definisce le regole per la qualifica anche degli operatori di saldatura degli impianti ROBOTOZZATI ?
Grazie
sara’ contattato via mail